|
|
|
| (1 промежуточная версия не показана) | | Строка 3: |
Строка 3: |
| | '''Опиливание''' — это срезание с заготовок небольшого слоя металла (припуска) при помощи напильников для получения точных размеров, указанных в чертеже. | | '''Опиливание''' — это срезание с заготовок небольшого слоя металла (припуска) при помощи напильников для получения точных размеров, указанных в чертеже. |
| | | | |
| - | Напильники изготавливают из инструментальной стали. Они отличаются один от другого формой поперечного сечения, видом насечки, числом зубьев насечки на 10 мм длины, длиной рабочей части.<br> По форме сечения (профиля) напильники бывают плоские, полукруглые, квадратные, трехгранные, круглые, ромбические и ножевые (рис. 73).<br> [[Image:Черчн103.jpg]] | + | Напильники изготавливают из инструментальной стали. Они отличаются один от другого формой поперечного сечения, видом насечки, числом зубьев насечки на 10 мм длины, длиной рабочей части.<br> По форме сечения (профиля) напильники бывают плоские, полукруглые, [[Линейные_и_квадратные_неравенства|квадратные]], трехгранные, круглые, ромбические и ножевые (рис. 73).<br> [[Image:Черчн103.jpg|387x431px|опиливание заготовок]] |
| | | | |
| - | Напильники бывают с одинарной, двойной и рашпилъной насечками (рис. 74). Каждая насечка — зуб напильника — имеет форму клина (клиновидную форму имеют также зубья ножовки и режущая кромка зубила).<br> [[Image:Черчн104.jpg]] | + | Напильники бывают с одинарной, двойной и рашпилъной насечками (рис. 74). Каждая насечка — зуб напильника — имеет форму клина (клиновидную форму имеют также зубья ножовки и режущая кромка зубила).<br> [[Image:Черчн104.jpg|422x220px|опиливание заготовок]] |
| | | | |
| | Наша промышленность выпускает напильники шести номеров — 0, 1, 2, 3, 4, 5. | | Наша промышленность выпускает напильники шести номеров — 0, 1, 2, 3, 4, 5. |
| | | | |
| - | Напильники номер 0 и 1 —'''драповые''' — имеют крупную насечку: 5... 12 зубьев на 10 мм длины. Их применяют для грубой обработки. Толщина снимаемого слоя металла за один ход драчового напильника 0,2...0,5 мм.<br> Напильники номер 2 и 3 — '''личные''' — имеют среднюю насечку: 13...26 зубьев на 10 мм длины. Этими напильниками работают, когда основной слой металла уже снят драчовым напильником. Толщина снимаемого слоя металла за один ход личного напильника 0,1...0,3 мм. | + | Напильники номер 0 и 1 —'''драповые''' — имеют крупную насечку: 5... 12 зубьев на 10 мм длины. Их применяют для грубой обработки. Толщина снимаемого слоя [[Рубка_металла|металла]] за один ход драчового напильника 0,2...0,5 мм.<br> Напильники номер 2 и 3 — '''личные''' — имеют среднюю насечку: 13...26 зубьев на 10 мм длины. Этими напильниками работают, когда основной слой металла уже снят драчовым напильником. Толщина снимаемого слоя металла за один ход личного напильника 0,1...0,3 мм. |
| | | | |
| - | Напильники номер 4 и 5 — '''бархатные''' — имеют 42...80 зубьев на 10 мм длины и применяются для чистовой доводки и шлифования поверхностей. Они снимают слой металла толщиной 0,005...0,01 мм.<br> Напильники бывают длиной от 100 до 400 мм. При опиливании напильник выбирают примерно на 150 мм больше размера обрабатываемой заготовки.<br> При опиливании мелких деталей или зачистке заготовок в труднодоступных местах применяют надфили — небольшие напильники длиной 80... 160 мм, толщиной или диаметром 2...3 мм. Надфили имеют насечку 20...112 зубьев на 10 мм длины (рис. 75).<br>[[Image:черчн105.jpg]] | + | Напильники номер 4 и 5 — '''бархатные''' — имеют 42...80 зубьев на 10 мм длины и применяются для чистовой доводки и шлифования поверхностей. Они снимают слой металла толщиной 0,005...0,01 мм.<br> Напильники бывают длиной от 100 до 400 мм. При опиливании напильник выбирают примерно на 150 мм больше размера обрабатываемой заготовки.<br> При опиливании мелких деталей или зачистке заготовок в труднодоступных местах применяют надфили — небольшие напильники длиной 80... 160 мм, толщиной или диаметром 2...3 мм. Надфили имеют насечку 20...112 зубьев на 10 мм длины (рис. 75).<br>[[Image:Черчн105.jpg|198x365px|опиливание заготовок]] |
| | | | |
| - | Рабочая поза при опиливании такая же, как и при зачистке заготовок. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Левую руку кладут сверху на носок напильника, отступив от края 20...30 мм.При опиливании параллельных плоскостей сначала обрабатывают окончательно одну плоскость, которую принимают за базовую. Затем размечают положение другой плоскости и опиливают ее. | + | Рабочая поза при опиливании такая же, как и при зачистке заготовок. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Левую руку кладут сверху на носок напильника, отступив от края 20...30 мм.При опиливании параллельных плоскостей сначала обрабатывают окончательно одну плоскость, которую принимают за базовую. Затем размечают положение другой плоскости и опиливают ее. |
| | | | |
| - | При обработке заготовок следует время от времени изменять направление движения напильника.<br>Например, после применения поперечного опиливания (рис. 76, а), позволяющего применяют продольное опиливание (рис. 76, б), которое обеспечивает прямолинейность обрабатываемой плоскости.<br> Можно опиливать заготовку косым штрихом слева направо, затем поперечным и в завершение косым штрихом справа налево. Эта обработка называется опиливанием перекрестным штрихом (рис. 76, в). | + | При обработке заготовок следует время от времени изменять направление движения напильника.<br>Например, после применения поперечного опиливания (рис. 76, а), позволяющего применяют продольное опиливание (рис. 76, б), которое обеспечивает прямолинейность обрабатываемой плоскости.<br> Можно опиливать заготовку косым штрихом слева направо, затем поперечным и в завершение косым штрихом справа налево. Эта обработка называется опиливанием перекрестным штрихом (рис. 76, в). |
| | | | |
| - | [[Image:черчн106.jpg]]<br> Круговое опиливание (рис. 76, г) применяют для снятия небольших припусков при окончательной отделке поверхности.<br> При опиливании заготовок необходимо строго выполнять правила безопасности, такие же как при зачистке деталей из тонколистового металла и проволоки.<br> | + | [[Image:Черчн106.jpg|368x291px|опиливание заготовок]]<br> Круговое опиливание (рис. 76, г) применяют для снятия небольших припусков при окончательной отделке поверхности.<br> При опиливании заготовок необходимо строго выполнять правила безопасности, такие же как при зачистке деталей из тонколистового металла и [[Гибка_тонколистового_металла_и_проволоки|проволоки]].<br> |
| | | | |
| - | '''Практическая работа<br> Опиливание заготовок из сортового проката'''<br>1. Выправьте вырубленные заготовки шаблона (рис. 60), ручки (рис. 66, а), нутромера (рис. 66, в) или других деталей на правильной плите и надежно закрепите их в тисках.<br>2. Опилите наружные поверхности заготовок.<br>3. Выберите напильники нужного профиля и обработайте прямоугольное отверстие в ручке.<br>4. Проверьте при помощи линейки и слесарного угольника качество полученных поверхностей. | + | '''Практическая работа<br> Опиливание заготовок из сортового проката'''<br>1. Выправьте вырубленные заготовки шаблона (рис. 60), ручки (рис. 66, а), нутромера (рис. 66, в) или других деталей на правильной плите и надежно закрепите их в тисках.<br>2. Опилите наружные поверхности заготовок.<br>3. Выберите напильники нужного профиля и обработайте прямоугольное отверстие в ручке.<br>4. Проверьте при помощи линейки и слесарного угольника качество полученных поверхностей. |
| | | | |
| - | <br>♦ Опиливание, насечка одинарная и двойная, насечка рашпильная, напильники (драчовые, личные и бархатные), надфиль, опиливание (поперечным, продольным, перекрестным и круговым штрихом). | + | <br>♦ Опиливание, насечка одинарная и двойная, насечка рашпильная, напильники (драчовые, личные и бархатные), надфиль, опиливание (поперечным, продольным, перекрестным и круговым штрихом). |
| | | | |
| - | 1. Перечислите правила безопасности при опиливании. | + | 1. Перечислите правила безопасности при опиливании. |
| | | | |
| - | 2. Какие бывают напильники в зависимости от формы поперечного сечения? | + | 2. Какие бывают напильники в зависимости от формы поперечного [[Сечения|сечения]]? |
| | | | |
| - | 3. Что общего между напильником и ножовкой? | + | 3. Что общего между напильником и ножовкой? |
| | | | |
| - | 4. Какие способы опиливания поверхностей вы знаете? | + | 4. Какие способы опиливания поверхностей вы знаете? |
| | | | |
| - | 5. В чем особенность рашпиля? | + | 5. В чем особенность рашпиля? |
| | | | |
| - | 6. Что такое надфиль? | + | 6. Что такое надфиль? |
| | | | |
| - | 7. Какие работы выполняют бархатным напильником?<br><br> Симоненко В.Д.,Самородский П.С.,Тищенко А.Т.,Технология 6 класс | + | 7. Какие работы выполняют бархатным напильником?<br><br> Симоненко В.Д.,Самородский П.С.,Тищенко А.Т.,[[Технология_6_класс|Технология 6 класс]] |
| | | | |
| | Отправлено читателями с интернет-сайта | | Отправлено читателями с интернет-сайта |
| Строка 53: |
Строка 53: |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] дискуссионные вопросы | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] дискуссионные вопросы |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] риторические вопросы от учеников | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] риторические вопросы от учеников |
| - |
| + | |
| | '''<u>Иллюстрации</u>''' | | '''<u>Иллюстрации</u>''' |
| | '''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] аудио-, видеоклипы и мультимедиа ''' | | '''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] аудио-, видеоклипы и мультимедиа ''' |
| Строка 75: |
Строка 75: |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] элементы новаторства на уроке | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] элементы новаторства на уроке |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] замена устаревших знаний новыми | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] замена устаревших знаний новыми |
| - |
| + | |
| | '''<u>Только для учителей</u>''' | | '''<u>Только для учителей</u>''' |
| | '''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] идеальные уроки ''' | | '''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] идеальные уроки ''' |
| Строка 84: |
Строка 84: |
| | | | |
| | | | |
| - | '''<u>Интегрированные уроки</u>'''<u>
| + | '''<u>Интегрированные уроки</u>'''<u> |
| | </u> | | </u> |
| | | | |
Текущая версия на 15:19, 19 июля 2012
Гипермаркет знаний>>Технология 6 класс>>Технология:Опиливание заготовок из сортового проката
Опиливание — это срезание с заготовок небольшого слоя металла (припуска) при помощи напильников для получения точных размеров, указанных в чертеже.
Напильники изготавливают из инструментальной стали. Они отличаются один от другого формой поперечного сечения, видом насечки, числом зубьев насечки на 10 мм длины, длиной рабочей части.
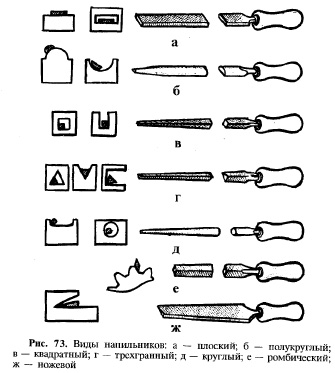
По форме сечения (профиля) напильники бывают плоские, полукруглые, квадратные, трехгранные, круглые, ромбические и ножевые (рис. 73).
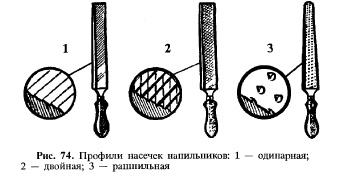
Напильники бывают с одинарной, двойной и рашпилъной насечками (рис. 74). Каждая насечка — зуб напильника — имеет форму клина (клиновидную форму имеют также зубья ножовки и режущая кромка зубила).
Наша промышленность выпускает напильники шести номеров — 0, 1, 2, 3, 4, 5.
Напильники номер 0 и 1 —драповые — имеют крупную насечку: 5... 12 зубьев на 10 мм длины. Их применяют для грубой обработки. Толщина снимаемого слоя металла за один ход драчового напильника 0,2...0,5 мм.
Напильники номер 2 и 3 — личные — имеют среднюю насечку: 13...26 зубьев на 10 мм длины. Этими напильниками работают, когда основной слой металла уже снят драчовым напильником. Толщина снимаемого слоя металла за один ход личного напильника 0,1...0,3 мм.
Напильники номер 4 и 5 — бархатные — имеют 42...80 зубьев на 10 мм длины и применяются для чистовой доводки и шлифования поверхностей. Они снимают слой металла толщиной 0,005...0,01 мм.
Напильники бывают длиной от 100 до 400 мм. При опиливании напильник выбирают примерно на 150 мм больше размера обрабатываемой заготовки.
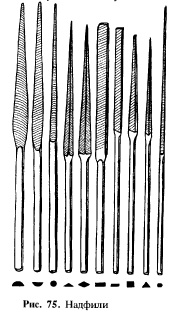
При опиливании мелких деталей или зачистке заготовок в труднодоступных местах применяют надфили — небольшие напильники длиной 80... 160 мм, толщиной или диаметром 2...3 мм. Надфили имеют насечку 20...112 зубьев на 10 мм длины (рис. 75).
Рабочая поза при опиливании такая же, как и при зачистке заготовок. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Левую руку кладут сверху на носок напильника, отступив от края 20...30 мм.При опиливании параллельных плоскостей сначала обрабатывают окончательно одну плоскость, которую принимают за базовую. Затем размечают положение другой плоскости и опиливают ее.
При обработке заготовок следует время от времени изменять направление движения напильника.
Например, после применения поперечного опиливания (рис. 76, а), позволяющего применяют продольное опиливание (рис. 76, б), которое обеспечивает прямолинейность обрабатываемой плоскости.
Можно опиливать заготовку косым штрихом слева направо, затем поперечным и в завершение косым штрихом справа налево. Эта обработка называется опиливанием перекрестным штрихом (рис. 76, в).
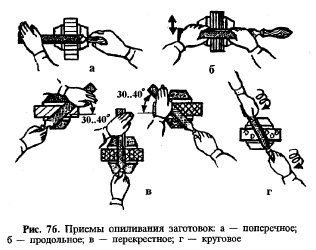
Круговое опиливание (рис. 76, г) применяют для снятия небольших припусков при окончательной отделке поверхности.
При опиливании заготовок необходимо строго выполнять правила безопасности, такие же как при зачистке деталей из тонколистового металла и проволоки.
Практическая работа
Опиливание заготовок из сортового проката
1. Выправьте вырубленные заготовки шаблона (рис. 60), ручки (рис. 66, а), нутромера (рис. 66, в) или других деталей на правильной плите и надежно закрепите их в тисках.
2. Опилите наружные поверхности заготовок.
3. Выберите напильники нужного профиля и обработайте прямоугольное отверстие в ручке.
4. Проверьте при помощи линейки и слесарного угольника качество полученных поверхностей.
♦ Опиливание, насечка одинарная и двойная, насечка рашпильная, напильники (драчовые, личные и бархатные), надфиль, опиливание (поперечным, продольным, перекрестным и круговым штрихом).
1. Перечислите правила безопасности при опиливании.
2. Какие бывают напильники в зависимости от формы поперечного сечения?
3. Что общего между напильником и ножовкой?
4. Какие способы опиливания поверхностей вы знаете?
5. В чем особенность рашпиля?
6. Что такое надфиль?
7. Какие работы выполняют бархатным напильником?
Симоненко В.Д.,Самородский П.С.,Тищенко А.Т.,Технология 6 класс
Отправлено читателями с интернет-сайта
Содержание урока
 конспект урока
опорный каркас
презентация урока
акселеративные методы
интерактивные технологии
Практика
задачи и упражнения
самопроверка
практикумы, тренинги, кейсы, квесты
домашние задания
дискуссионные вопросы
риторические вопросы от учеников
Иллюстрации
аудио-, видеоклипы и мультимедиа
фотографии, картинки
графики, таблицы, схемы
юмор, анекдоты, приколы, комиксы
притчи, поговорки, кроссворды, цитаты
Дополнения
рефераты
статьи
фишки для любознательных
шпаргалки
учебники основные и дополнительные
словарь терминов
прочие
Совершенствование учебников и уроков
исправление ошибок в учебнике
обновление фрагмента в учебнике
элементы новаторства на уроке
замена устаревших знаний новыми
Только для учителей
идеальные уроки
календарный план на год
методические рекомендации
программы
обсуждения
Интегрированные уроки конспект урока
опорный каркас
презентация урока
акселеративные методы
интерактивные технологии
Практика
задачи и упражнения
самопроверка
практикумы, тренинги, кейсы, квесты
домашние задания
дискуссионные вопросы
риторические вопросы от учеников
Иллюстрации
аудио-, видеоклипы и мультимедиа
фотографии, картинки
графики, таблицы, схемы
юмор, анекдоты, приколы, комиксы
притчи, поговорки, кроссворды, цитаты
Дополнения
рефераты
статьи
фишки для любознательных
шпаргалки
учебники основные и дополнительные
словарь терминов
прочие
Совершенствование учебников и уроков
исправление ошибок в учебнике
обновление фрагмента в учебнике
элементы новаторства на уроке
замена устаревших знаний новыми
Только для учителей
идеальные уроки
календарный план на год
методические рекомендации
программы
обсуждения
Интегрированные уроки
Если у вас есть исправления или предложения к данному уроку, напишите нам.
Если вы хотите увидеть другие корректировки и пожелания к урокам, смотрите здесь - Образовательный форум.
|














