|
|
|
| Строка 3: |
Строка 3: |
| | '''[[Гипермаркет знаний - первый в мире!|Гипермаркет знаний]]>>[[Технология|Технология]]>>[[Технология 7 класс|Технология 7 класс]]>> Приемы работы на токарно-винторезном станке ''' | | '''[[Гипермаркет знаний - первый в мире!|Гипермаркет знаний]]>>[[Технология|Технология]]>>[[Технология 7 класс|Технология 7 класс]]>> Приемы работы на токарно-винторезном станке ''' |
| | | | |
| - | | + | <br> |
| | | | |
| | <br> | | <br> |
| | | | |
| - | ''' 21. Приемы работы на токарно- винторезном станке'''<br> <br>Одна из наиболее распространенных токарных работ — это обработка внешних цилиндрических поверхностей. Она выполняется проходными резцами. | + | ''' 21. Приемы работы на токарно- винторезном станке'''<br> <br>Одна из наиболее распространенных токарных работ — это обработка внешних цилиндрических поверхностей. Она выполняется проходными резцами. |
| | | | |
| - | Заготовка должна быть закреплена в патроне с таким расчетом, чтобы ее вылет был на 7...12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали. | + | Заготовка должна быть закреплена в патроне с таким расчетом, чтобы ее вылет был на 7...12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали. |
| | | | |
| - | Частоту вращения шпинделя и глубину резания при точении указывают в технологической или инструкционной карте. | + | Частоту вращения шпинделя и глубину [[Основные_приемы_резания_тонколистового_металла_и_проволоки|резания]] при точении указывают в технологической или инструкционной карте. |
| | | | |
| - | При установке глубины резания пользуются лимбом поперечной подачи. В токарно-винторезном станке ТВ-6 при повороте этого лимба на одно деление резец будет подан на Глубину резания, равную 0,025 мм (т.е. цена деления лимба поперечной подачи равна 0,025 мм). Диаметр наружной поверхности детали уменьшится при этом на величину 0,025 х 2 = 0,05 мм. Общее число делений лимба а подачи резца определяют по формуле: а поперечное = (D - d )/0,025, где D — диаметр заготовки, d— диаметр детали.<br> <br>[[Image:20.04-4.jpg]]<br><br>Рис.70. Подрезание торцов резцами: а — проходным прямым; б — проходным отогнутым; в — проходным упорным; г — подрезным<br><br>После обтачивания наружных цилиндрических поверхностей часто выполняют подрезку торца заготовки. Для этого применяют резцы: подрезные и проходные (прямые, упорные). | + | При установке глубины резания пользуются лимбом поперечной подачи. В токарно-винторезном станке ТВ-6 при повороте этого лимба на одно деление резец будет подан на Глубину резания, равную 0,025 мм (т.е. цена деления лимба поперечной подачи равна 0,025 мм). Диаметр наружной поверхности детали уменьшится при этом на величину 0,025 х 2 = 0,05 мм. Общее число делений лимба а подачи резца определяют по формуле: а поперечное = (D - d )/0,025, где D — диаметр заготовки, d— диаметр детали.<br> <br>[[Image:20.04-4.jpg| Подрезание торцов резцами]]<br><br>Рис.70. Подрезание торцов резцами: а — проходным прямым; б — проходным отогнутым; в — проходным упорным; г — подрезным<br><br>После обтачивания наружных цилиндрических поверхностей часто выполняют подрезку торца заготовки. Для этого применяют резцы: подрезные и проходные (прямые, упорные). |
| | | | |
| - | При подрезании торца проходным резцом (рис. 70, а, б) его подводят до соприкосновения с торцом, затем отводят на себя и перемещают каретку на 1...2 мм влево (то есть устанавливают глубину резания 1...2 мм). Поперечным перемещением резца снимают с торца слой металла. Переместить каретку на 1...2 мм, или любую другую величину, можно с помощью лимба продольной подачи. Цена деления этого лимба 0,5 мм, поэтому количество делений, на которое требуется повернуть лимб, определяют по формуле: а продольное = l/0,5, где l — необходимая длина перемещения каретки. | + | При подрезании торца проходным резцом (рис. 70, а, б) его подводят до соприкосновения с торцом, затем отводят на себя и перемещают каретку на 1...2 мм влево (то есть устанавливают глубину резания 1...2 мм). Поперечным перемещением резца снимают с торца слой [[Рубка_металла|металла]]. Переместить каретку на 1...2 мм, или любую другую величину, можно с помощью лимба продольной подачи. Цена деления этого лимба 0,5 мм, поэтому количество делений, на которое требуется повернуть лимб, определяют по формуле: а продольное = l/0,5, где l — необходимая длина перемещения каретки. |
| | | | |
| - | Для подрезания торца проходным упорным или подрезным резцом обработку ведут от центра заготовки (рис.70, в,г). Для этого вершину резца размещают против центра заготовки и включают станок. Продольным перемещением резца врезаются в торец на глубину 1...2 мм. Затем, перемещая резец на себя, снимают слой металла. | + | Для подрезания торца проходным упорным или подрезным резцом обработку ведут от центра заготовки (рис.70, в,г). Для этого вершину резца размещают против центра заготовки и включают станок. Продольным перемещением резца врезаются в торец на глубину 1...2 мм. Затем, перемещая резец на себя, снимают слой металла. |
| | | | |
| - | При обработке небольших уступов обтачивание и подрезание выполняют одним упорным резцом. | + | При обработке небольших уступов обтачивание и подрезание выполняют одним упорным резцом. |
| | | | |
| - | Прорезание наружных канавок выполняют прорезными (канавочными) резцами. При этом скорость резания устанавливают в 4...5 раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают в поперечном направлении, снимая стружку. Глубину канавки контролируют по лимбу поперечной подачи. | + | Прорезание наружных канавок выполняют прорезными (канавочными) резцами. При этом скорость резания устанавливают в 4...5 раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают в поперечном направлении, снимая стружку. Глубину канавки контролируют по лимбу поперечной подачи. |
| | | | |
| - | При отрезании заготовок действуют так же, как при прорезании канавок. Заканчивают отрезание, когда диаметр перемычки станет равным 2...3 мм. Затем станок выключают, резец выводят из прорези и деталь отламывают. | + | При отрезании заготовок действуют так же, как при прорезании канавок. Заканчивают отрезание, когда диаметр перемычки станет равным 2...3 мм. Затем станок выключают, резец выводят из прорези и деталь отламывают. |
| | | | |
| - | При обработке деталей на токарных и других станках часть металла перерабатывается в стружку. На предприятиях стружку не выбрасывают, а дробят в специальных устройствах и прессуют в брикеты на прессах. Эти брикеты вместе с металлоломом используются при выплавке стали и других металлов и сплавов.<br><br> ''' ! Правила безопасности'''<br><br>1. Измерять деталь, прибирать стружку, чистить и смазывать станок только после его полного отключения.<br>2. Стружку убирать только при помощи крючка и<br>щетки.<br>'''<br> Практическая работа №1''' | + | При обработке деталей на токарных и других станках часть металла перерабатывается в стружку. На предприятиях стружку не выбрасывают, а дробят в специальных устройствах и прессуют в брикеты на прессах. Эти брикеты вместе с металлоломом используются при выплавке стали и других металлов и [[Сплавы_(Химия_9_класс)|сплавов]].<br><br> ''' ! Правила безопасности'''<br><br>1. Измерять деталь, прибирать стружку, чистить и смазывать станок только после его полного отключения.<br>2. Стружку убирать только при помощи крючка и щетки.<br>'''<br> Практическая работа №1''' |
| | | | |
| - | ''' Обтачивание наружной цилиндрической поверхности заготовки на станке ТВ-6'''<br><br>1. Установите и закрепите заготовку в патроне и проходной резец в резцедержателе.<br>2. Подведите резец к заготовке таким образом, чтобы его вершина находилась левее торца заготовки на 8...10 мм и на расстоянии 2...3 мм от ее поверхности.<br>3. Включите вращение шпинделя и аккуратно подведите резец к заготовке до появления на ее поверхности чуть приметной круговой риски. Переместите резец вправо на расстояние 8...10 мм от торца заготовки и выключите станок.<br>4. Придерживая левой рукой рукоятку поперечного перемещения суппорта, правой поверните кольцо лимба до совмещения его нулевого штриха с риской на неподвижной втулке.<br>Двумя руками поверните рукоятку поперечного перемещения суппорта на необходимое (предварительно подсчитанное вами) число делений лимба.<br>5. Включите вращение шпинделя. Обточите заготовку на длине 3...5 мм с ручной подачей суппорта. Отведите резец от заготовки, повернув рукоятку поперечной подачи против часовой стрелки на пол-оборота, и переместите его вправо в исходное положение.<br>6. Выключите станок и измерьте полученный диаметр заготовки штангенциркулем. Если диаметр оказался больше требуемого, подсчитайте, на сколько делений нужно подать резец, чтобы получить требуемый диаметр. Включите станок и снимите стружку на пробном участке. Действия повторите до получения заданного размера.<br>7. При получении нужного диаметра обточите заготовку по всей длине с ручной или механической подачей резца. Отведите резец от обрабатываемой поверхности на себя и вправо в исходное положение. <br> <br> '''Практическая работа №2''' | + | ''' Обтачивание наружной цилиндрической поверхности заготовки на станке ТВ-6'''<br><br>1. Установите и закрепите заготовку в патроне и проходной резец в резцедержателе.<br>2. Подведите резец к заготовке таким образом, чтобы его вершина находилась левее торца заготовки на 8...10 мм и на расстоянии 2...3 мм от ее поверхности.<br>3. Включите вращение шпинделя и аккуратно подведите резец к заготовке до появления на ее поверхности чуть приметной круговой риски. Переместите резец вправо на расстояние 8...10 мм от торца заготовки и выключите станок.<br>4. Придерживая левой рукой рукоятку поперечного перемещения суппорта, правой поверните кольцо лимба до совмещения его нулевого штриха с риской на неподвижной втулке.<br>Двумя руками поверните рукоятку поперечного перемещения суппорта на необходимое (предварительно подсчитанное вами) число делений лимба.<br>5. Включите вращение шпинделя. Обточите заготовку на длине 3...5 мм с ручной подачей суппорта. Отведите резец от заготовки, повернув рукоятку поперечной подачи против часовой стрелки на пол-оборота, и переместите его вправо в исходное положение.<br>6. Выключите станок и измерьте полученный диаметр [[Сделаем_ажурную_заготовку|заготовки]] штангенциркулем. Если диаметр оказался больше требуемого, подсчитайте, на сколько делений нужно подать резец, чтобы получить требуемый диаметр. Включите станок и снимите стружку на пробном участке. Действия повторите до получения заданного размера.<br>7. При получении нужного диаметра обточите заготовку по всей длине с ручной или механической подачей резца. Отведите резец от обрабатываемой поверхности на себя и вправо в исходное положение. <br> <br> '''Практическая работа №2''' |
| | | | |
| - | ''' Подрезание торца и сверление заготовки на станке ТВ-6'''<br><br>1. Установите и закрепите резец в резцедержателе. Установите и закрепите спиральное сверло в пиноли задней бабки.<br>2. Включите станок и подрежьте торец заготовки (см.рис. 70) с помощью поперечной подачи резца. Выключите станок и проверьте прямолинейность торца, приложив к нему линейку. Выточите резцом в центре торца коническое углубление для направления сверла.<br>3. Отметьте требуемую глубину сверления мелом на сверле. Включите вращение шпинделя и просверлите в заготовке отверстия на заданную глубину, вращая маховик задней бабки по часовой стрелке. Выведите сверло из отверстия и выключите станок.<br>4. Измерьте глубину просверленного отверстия.<br><br>'''О''' ''Обточка внешних цилиндрических поверхностей, подрезка торца, обработка уступов, отрезание заготовок, прорезание канавок.''<br> <br>1. Перечислите правила безопасной работы на токарно- винторезном станке ТВ-6. | + | ''' Подрезание торца и сверление заготовки на станке ТВ-6'''<br><br>1. Установите и закрепите резец в резцедержателе. Установите и закрепите спиральное сверло в пиноли задней бабки.<br>2. Включите станок и подрежьте торец заготовки (см.рис. 70) с помощью поперечной подачи резца. Выключите станок и проверьте прямолинейность торца, приложив к нему линейку. Выточите резцом в центре торца коническое углубление для направления сверла.<br>3. Отметьте требуемую глубину сверления мелом на сверле. Включите вращение шпинделя и просверлите в заготовке отверстия на заданную глубину, вращая маховик задней бабки по часовой стрелке. Выведите сверло из отверстия и выключите станок.<br>4. Измерьте глубину просверленного отверстия.<br><br>'''О''' ''Обточка внешних [[Изготовление_цилиндрических_и_конических_деталей_ручным_инструментом|цилиндрических]] поверхностей, подрезка торца, обработка уступов, отрезание заготовок, прорезание канавок.''<br> <br>1. Перечислите правила безопасной работы на токарно- винторезном станке ТВ-6. |
| | | | |
| | 2. Расскажите о последовательности действий при обточке наружной цилиндрической поверхности. | | 2. Расскажите о последовательности действий при обточке наружной цилиндрической поверхности. |
| Строка 43: |
Строка 43: |
| | 7. Почему отрезание заготовки заканчивают, когда диаметр перемычки становится равным 2...3 мм? <br><br><br><br><br><br><br> | | 7. Почему отрезание заготовки заканчивают, когда диаметр перемычки становится равным 2...3 мм? <br><br><br><br><br><br><br> |
| | | | |
| - | <br> ''Самородский П.С., Симоненко В.Д., Тищенко А.Т., Технология. Трудовое обучение: Учебник для учащихся 7 класса (вариант для мальчиков) общеобразовательной школы. / Под ред. В.Д. Симоненко.— М.: Вентана-Графф, 2003. — 192 е.: ил.'' | + | <br> ''Самородский П.С., Симоненко В.Д., Тищенко А.Т., [[Технология|Технология]]. Трудовое обучение: Учебник для учащихся 7 класса (вариант для мальчиков) общеобразовательной школы. / Под ред. В.Д. Симоненко.— М.: Вентана-Графф, 2003. — 192 е.: ил.'' |
| | | | |
| | <br> <sub>Календарно-тематическое планирование по технологии, видео по технологии [[Гипермаркет знаний - первый в мире!|онлайн]], Технология в школе [[Технология|скачать]]</sub> | | <br> <sub>Календарно-тематическое планирование по технологии, видео по технологии [[Гипермаркет знаний - первый в мире!|онлайн]], Технология в школе [[Технология|скачать]]</sub> |
| Строка 63: |
Строка 63: |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] дискуссионные вопросы | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] дискуссионные вопросы |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] риторические вопросы от учеников | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] риторические вопросы от учеников |
| - |
| + | |
| | '''<u>Иллюстрации</u>''' | | '''<u>Иллюстрации</u>''' |
| | <u></u>'''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] аудио-, видеоклипы и мультимедиа ''' | | <u></u>'''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] аудио-, видеоклипы и мультимедиа ''' |
| Строка 85: |
Строка 85: |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] элементы новаторства на уроке | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] элементы новаторства на уроке |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] замена устаревших знаний новыми | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] замена устаревших знаний новыми |
| - |
| + | |
| | '''<u>Только для учителей</u>''' | | '''<u>Только для учителей</u>''' |
| | <u></u>'''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] идеальные уроки ''' | | <u></u>'''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] идеальные уроки ''' |
Текущая версия на 14:25, 9 июля 2012
Гипермаркет знаний>>Технология>>Технология 7 класс>> Приемы работы на токарно-винторезном станке
21. Приемы работы на токарно- винторезном станке
Одна из наиболее распространенных токарных работ — это обработка внешних цилиндрических поверхностей. Она выполняется проходными резцами.
Заготовка должна быть закреплена в патроне с таким расчетом, чтобы ее вылет был на 7...12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали.
Частоту вращения шпинделя и глубину резания при точении указывают в технологической или инструкционной карте.
При установке глубины резания пользуются лимбом поперечной подачи. В токарно-винторезном станке ТВ-6 при повороте этого лимба на одно деление резец будет подан на Глубину резания, равную 0,025 мм (т.е. цена деления лимба поперечной подачи равна 0,025 мм). Диаметр наружной поверхности детали уменьшится при этом на величину 0,025 х 2 = 0,05 мм. Общее число делений лимба а подачи резца определяют по формуле: а поперечное = (D - d )/0,025, где D — диаметр заготовки, d— диаметр детали.
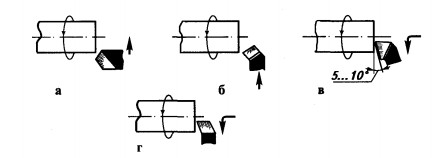
Рис.70. Подрезание торцов резцами: а — проходным прямым; б — проходным отогнутым; в — проходным упорным; г — подрезным
После обтачивания наружных цилиндрических поверхностей часто выполняют подрезку торца заготовки. Для этого применяют резцы: подрезные и проходные (прямые, упорные).
При подрезании торца проходным резцом (рис. 70, а, б) его подводят до соприкосновения с торцом, затем отводят на себя и перемещают каретку на 1...2 мм влево (то есть устанавливают глубину резания 1...2 мм). Поперечным перемещением резца снимают с торца слой металла. Переместить каретку на 1...2 мм, или любую другую величину, можно с помощью лимба продольной подачи. Цена деления этого лимба 0,5 мм, поэтому количество делений, на которое требуется повернуть лимб, определяют по формуле: а продольное = l/0,5, где l — необходимая длина перемещения каретки.
Для подрезания торца проходным упорным или подрезным резцом обработку ведут от центра заготовки (рис.70, в,г). Для этого вершину резца размещают против центра заготовки и включают станок. Продольным перемещением резца врезаются в торец на глубину 1...2 мм. Затем, перемещая резец на себя, снимают слой металла.
При обработке небольших уступов обтачивание и подрезание выполняют одним упорным резцом.
Прорезание наружных канавок выполняют прорезными (канавочными) резцами. При этом скорость резания устанавливают в 4...5 раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают в поперечном направлении, снимая стружку. Глубину канавки контролируют по лимбу поперечной подачи.
При отрезании заготовок действуют так же, как при прорезании канавок. Заканчивают отрезание, когда диаметр перемычки станет равным 2...3 мм. Затем станок выключают, резец выводят из прорези и деталь отламывают.
При обработке деталей на токарных и других станках часть металла перерабатывается в стружку. На предприятиях стружку не выбрасывают, а дробят в специальных устройствах и прессуют в брикеты на прессах. Эти брикеты вместе с металлоломом используются при выплавке стали и других металлов и сплавов.
! Правила безопасности
1. Измерять деталь, прибирать стружку, чистить и смазывать станок только после его полного отключения.
2. Стружку убирать только при помощи крючка и щетки.
Практическая работа №1
Обтачивание наружной цилиндрической поверхности заготовки на станке ТВ-6
1. Установите и закрепите заготовку в патроне и проходной резец в резцедержателе.
2. Подведите резец к заготовке таким образом, чтобы его вершина находилась левее торца заготовки на 8...10 мм и на расстоянии 2...3 мм от ее поверхности.
3. Включите вращение шпинделя и аккуратно подведите резец к заготовке до появления на ее поверхности чуть приметной круговой риски. Переместите резец вправо на расстояние 8...10 мм от торца заготовки и выключите станок.
4. Придерживая левой рукой рукоятку поперечного перемещения суппорта, правой поверните кольцо лимба до совмещения его нулевого штриха с риской на неподвижной втулке.
Двумя руками поверните рукоятку поперечного перемещения суппорта на необходимое (предварительно подсчитанное вами) число делений лимба.
5. Включите вращение шпинделя. Обточите заготовку на длине 3...5 мм с ручной подачей суппорта. Отведите резец от заготовки, повернув рукоятку поперечной подачи против часовой стрелки на пол-оборота, и переместите его вправо в исходное положение.
6. Выключите станок и измерьте полученный диаметр заготовки штангенциркулем. Если диаметр оказался больше требуемого, подсчитайте, на сколько делений нужно подать резец, чтобы получить требуемый диаметр. Включите станок и снимите стружку на пробном участке. Действия повторите до получения заданного размера.
7. При получении нужного диаметра обточите заготовку по всей длине с ручной или механической подачей резца. Отведите резец от обрабатываемой поверхности на себя и вправо в исходное положение.
Практическая работа №2
Подрезание торца и сверление заготовки на станке ТВ-6
1. Установите и закрепите резец в резцедержателе. Установите и закрепите спиральное сверло в пиноли задней бабки.
2. Включите станок и подрежьте торец заготовки (см.рис. 70) с помощью поперечной подачи резца. Выключите станок и проверьте прямолинейность торца, приложив к нему линейку. Выточите резцом в центре торца коническое углубление для направления сверла.
3. Отметьте требуемую глубину сверления мелом на сверле. Включите вращение шпинделя и просверлите в заготовке отверстия на заданную глубину, вращая маховик задней бабки по часовой стрелке. Выведите сверло из отверстия и выключите станок.
4. Измерьте глубину просверленного отверстия.
О Обточка внешних цилиндрических поверхностей, подрезка торца, обработка уступов, отрезание заготовок, прорезание канавок.
1. Перечислите правила безопасной работы на токарно- винторезном станке ТВ-6.
2. Расскажите о последовательности действий при обточке наружной цилиндрической поверхности.
3. Какие резцы применяют при обтачивании?
4. На сколько изменится диаметр заготовки, если глубину резания установили поворотом лимба на 10 делений?
5. Почему обтачивать заготовку нужно непрерывным перемещением резца без остановок?
6. Почему длина головки отрезного резца должна быть равна 0,5 диаметра заготовки плюс 3...4 мм?
7. Почему отрезание заготовки заканчивают, когда диаметр перемычки становится равным 2...3 мм?
Самородский П.С., Симоненко В.Д., Тищенко А.Т., Технология. Трудовое обучение: Учебник для учащихся 7 класса (вариант для мальчиков) общеобразовательной школы. / Под ред. В.Д. Симоненко.— М.: Вентана-Графф, 2003. — 192 е.: ил.
Календарно-тематическое планирование по технологии, видео по технологии онлайн, Технология в школе скачать
Содержание урока
 конспект урока
опорный каркас
презентация урока
акселеративные методы
интерактивные технологии
Практика
задачи и упражнения
самопроверка
практикумы, тренинги, кейсы, квесты
домашние задания
дискуссионные вопросы
риторические вопросы от учеников
Иллюстрации
аудио-, видеоклипы и мультимедиа
фотографии, картинки
графики, таблицы, схемы
юмор, анекдоты, приколы, комиксы
притчи, поговорки, кроссворды, цитаты
Дополнения
рефераты
статьи
фишки для любознательных
шпаргалки
учебники основные и дополнительные
словарь терминов
прочие
Совершенствование учебников и уроков
исправление ошибок в учебнике
обновление фрагмента в учебнике
элементы новаторства на уроке
замена устаревших знаний новыми
Только для учителей
идеальные уроки
календарный план на год
методические рекомендации
программы
обсуждения
Интегрированные уроки конспект урока
опорный каркас
презентация урока
акселеративные методы
интерактивные технологии
Практика
задачи и упражнения
самопроверка
практикумы, тренинги, кейсы, квесты
домашние задания
дискуссионные вопросы
риторические вопросы от учеников
Иллюстрации
аудио-, видеоклипы и мультимедиа
фотографии, картинки
графики, таблицы, схемы
юмор, анекдоты, приколы, комиксы
притчи, поговорки, кроссворды, цитаты
Дополнения
рефераты
статьи
фишки для любознательных
шпаргалки
учебники основные и дополнительные
словарь терминов
прочие
Совершенствование учебников и уроков
исправление ошибок в учебнике
обновление фрагмента в учебнике
элементы новаторства на уроке
замена устаревших знаний новыми
Только для учителей
идеальные уроки
календарный план на год
методические рекомендации
программы
обсуждения
Интегрированные уроки
Если у вас есть исправления или предложения к данному уроку, напишите нам.
Если вы хотите увидеть другие корректировки и пожелания к урокам, смотрите здесь - Образовательный форум.
|











