|
|
|
| (1 промежуточная версия не показана) | | Строка 3: |
Строка 3: |
| | '''[[Гипермаркет знаний - первый в мире!|Гипермаркет знаний]]>>[[Технология|Технология]]>>[[Технология 7 класс|Технология 7 класс]]>> Точение конических и фасонных деталей ''' | | '''[[Гипермаркет знаний - первый в мире!|Гипермаркет знаний]]>>[[Технология|Технология]]>>[[Технология 7 класс|Технология 7 класс]]>> Точение конических и фасонных деталей ''' |
| | | | |
| - | <br> | + | <br> <br> |
| | + | |
| | + | ''' 10. Точение конических и фасонных деталей<br>'''<br>Обработанные на токарном станке детали характерны тем, что у них относительно оси вращения все точки поверхности в данном поперечном сечении расположены на окружностях. |
| | + | |
| | + | В деталях [[Объем_цилиндра|цилиндрической]] формы все точки поверхности лежат на одном и том же радиусе. |
| | + | |
| | + | В деталях конической формы радиус переменный и точки поверхности образуют конус. |
| | + | |
| | + | Торцевая поверхность, получаемая при точении концов заготовок при перемещении резца только по радиусу, является кругом. |
| | + | |
| | + | Для получения конической детали вначале полукруглой стамеской осуществляют черновое (грубое) точение конуса с припуском 5...8 мм на чистовую обработку. Удобнее и чище точится заготовка с большего диаметра к меньшему. Волокна древесины при этом хорошо подрезаются и не задираются. |
| | + | |
| | + | Так как коническую заготовку надежнее крепить на трезубце своим большим диаметром, то к заднему центру точат меньший диаметр конуса. Выключив станок, вдоль конической поверхности располагают подручник и затем производят чистовую обработку косой стамеской, обтачивая заготовку слева направо. Размеры детали контролируют кронциркулем и [[Учимся_размечать_по_линейке|линейкой]]. |
| | + | |
| | + | У фасонных детсыей сочетаются цилиндрические, конические, сферические и другие поверхности. Скругления углов называют галтелями. «Галтель» — от немецкого «желоб». До получения фасонных поверхностей заготовке придают цилиндрическую форму, обтачивая ее полукруглой стамеской. Линейкой и карандашом размечают места переходов различных поверхностей. Косой стамеской делают надрезы мест переходов поверхностей на вращающейся заготовке. |
| | + | |
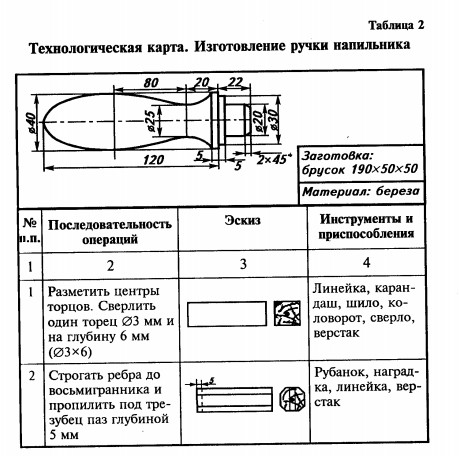
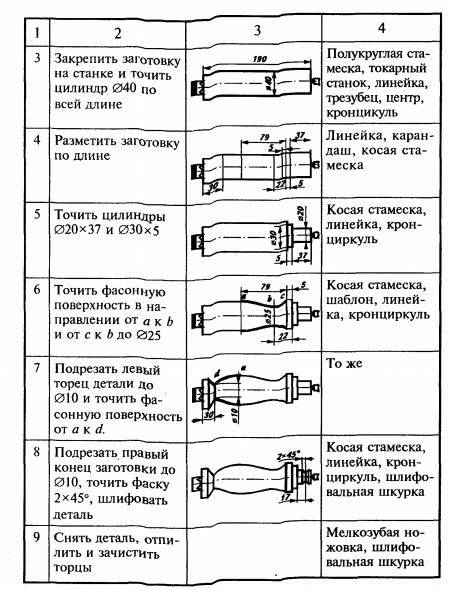
| | + | В табл. 2 приведена технологическая карта на точение ручки напильника. В ней приводятся чертеж ручки, размеры и материал заготовки, последовательность переходов при обработке, эскизы заготовок на каждом переходе, [[Инструменты_и_методы_наномира|инструменты]] и приспособления, применяемые при обработке. |
| | + | |
| | + | <br>[[Image:18.04-32.jpg|ручка напильника]]<br><br>[[Image:18.04-33.jpg|ручка напильника]]<br><br>При вытачивании выпуклых и вогнутых поверхностей стамеску перемещают от большего диаметра к меньшему. |
| | + | |
| | + | Лезвие при этом перемещают одновременно в продольном и поперечном направлениях. |
| | + | |
| | + | На рис. 31 изображены различные профили вытачиваемой детали и применяемые стамески.<br><br>[[Image:18.04-34.jpg| Профили поверхности детали и профили стамесок]]<br> <br>Рис. 31. Профили поверхности детали и профили стамесок<br><br>На токарном станке можно вытачивать сферические поверхности в виде шаров, разнообразные сложноконтурные (фасонные) поверхности. «Контур» в переводе с французского — «линия, очерчивающая форму». |
| | + | |
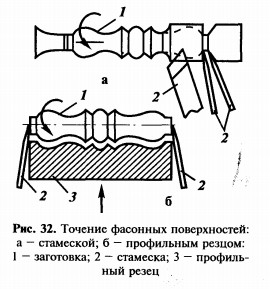
| | + | Термин «фасонный» произошел от французского слова, означающего «форма, модель». «[[333._Узагальнення_з_теми_“ЛІТОСФЕРА”.|Сфера]]» — от греческого «шар». Такие поверхности можно вытачивать как стамеской, путем ее перемещения по дуге (с продольной и поперечной подачей) (рис. 32, а), так и профильными резцами (рис. 32, б) с перемещением их к центру вращения заготовки, т.е. с поперечной подачей.<br><br>[[Image:18.04-35.jpg|точение]]<br><br>Фасонные профильные резцы применяют при массовом (серийном) изготовлении одних и тех же фасонных деталей в виде ручек напильников. У них режущая кромка имеет профиль детали. При таком точении применяют только поперечную подачу резца (к центру вращения заготовки). |
| | + | |
| | + | Перед контролем размеров и формы обрабатываемой на станке детали станок выключают. |
| | + | |
| | + | Диаметры в поперечном сечении, не снимая детали со станка, удобно контролировать предельными калибрами (рис. 33). Предельные калибры имеют два размера: один — наименьший допустимый, в который измеряемый вал не должен проходить; второй — наибольший допустимый, в который вал должен пройти. Их так и называют: непроходной (НЕ) и проходной (ПР) размеры калибра. |
| | + | |
| | + | Шлифуют фасонные поверхности шлифовальной шкуркой, а полируют и декоративно поджигают — бруском из более плотной [[Разметка_заготовок_из_древесины|древесины]].<br><br>[[Image:18.04-36.jpg|калибры]]<br><br>Рис. 33. Калибры: а — калибр-скоба для контроля вала; б — калибр-пробка для контроля отверстия <br><br>Проверяют профиль сложной поверхности шаблонами. Например, профиль шаблона для детали, изображенной на рис. 32, б, будет соответствовать профилю режущей кромки фасонного резца.<br><br> ''' Практическая работа''' |
| | + | |
| | + | ''' Точение ручки для напильника'''<br><br>1. По технологической карте выточите ручку напильника (например, по табл. 2).<br>2. Зачистите поверхности шлифовальной шкуркой.<br>3. Отполируйте поверхности с поджогом декоративных колец бруском из более твердой древесины.<br>4. Обрежьте и зачистите торцы.<br><br>'''О''' ''Коническая и фасонная деталь, галтель, фасонный резец, шаблон, предельные калибры.''<br><br>1. Как вытачивают конические и фасонные поверхности?<br>2. Какие резцы применяют для вытачивания фасонных поверхностей? |
| | + | |
| | + | 3. Чем контролируют профиль фасонной поверхности? |
| | | | |
| - | 10. Точение конических и фасонных деталей<br><br>Обработанные на токарном станке детали характерны тем, что у них относительно оси вращения все точки поверхности в данном поперечном сечении расположены на окружностях.<br><br>В деталях цилиндрической формы все точки поверхности лежат на одном и том же радиусе.<br><br>В деталях конической формы радиус переменный и точки поверхности образуют конус.<br><br>Торцевая поверхность, получаемая при точении концов заготовок при перемещении резца только по радиусу, является кругом.<br><br>Для получения конической детали вначале полукруглой стамеской осуществляют черновое (грубое) точение конуса с припуском 5...8 мм на чистовую обработку. Удобнее и чище точится заготовка с большего диаметра к меньшему. Волокна древесины при этом хорошо подрезаются и не задираются.<br><br>Так как коническую заготовку надежнее крепить на трезубце своим большим диаметром, то к заднему центру точат меньший диаметр конуса. Выключив станок, вдоль конической поверхности располагают подручник и затем производят чистовую обработку косой стамеской, обтачивая заготовку слева направо. Размеры детали контролируют кронциркулем и линейкой.<br> <br>У фасонных детсыей сочетаются цилиндрические, конические, сферические и другие поверхности. Скругления углов называют галтелями. «Галтель» — от немецкого «желоб». До получения фасонных поверхностей заготовке придают цилиндрическую форму, обтачивая ее полукруглой стамеской. Линейкой и карандашом размечают места переходов различных поверхностей. Косой стамеской делают надрезы мест переходов поверхностей на вращающейся заготовке.<br><br>В табл. 2 приведена технологическая карта на точение ручки напильника. В ней приводятся чертеж ручки, размеры и материал заготовки, последовательность переходов при обработке, эскизы заготовок на каждом переходе, инструменты и приспособления, применяемые при обработке.<br><br><br>Таблица 2<br>Технологическая карта. Изготовление ручки напильника<br><br>карт<br><br>карт<br><br><br>При вытачивании выпуклых и вогнутых поверхностей стамеску перемещают от большего диаметра к меньшему.<br> <br>Лезвие при этом перемещают одновременно в продольном и поперечном направлениях.<br> <br>На рис. 31 изображены различные профили вытачиваемой детали и применяемые стамески.<br><br>карт<br> <br>Рис. 31. Профили поверхности детали и профили стамесок<br><br>На токарном станке можно вытачивать сферические поверхности в виде шаров, разнообразные сложноконтурные (фасонные) поверхности. «Контур» в переводе с французского — «линия, очерчивающая форму».<br><br>Термин «фасонный» произошел от французского слова, означающего «форма, модель». «Сфера» — от греческого «шар». Такие поверхности можно вытачивать как стамеской, путем ее перемещения по дуге (с продольной и <br>поперечной подачей) (рис. 32, а), так и профильными резцами (рис. 32, б) с перемещением их к центру вращения заготовки, т.е. с поперечной подачей.<br><br>карт<br><br>Фасонные профильные резцы применяют при массовом (серийном) изготовлении одних и тех же фасонных деталей в виде ручек напильников. У них режущая кромка имеет профиль детали. При таком точении применяют только поперечную подачу резца (к центру вращения заготовки).<br><br>Перед контролем размеров и формы обрабатываемой на станке детали станок выключают.<br><br>Диаметры в поперечном сечении, не снимая детали со станка, удобно контролировать предельными калибрами (рис. 33). Предельные калибры имеют два размера: один — наименьший допустимый, в который измеряемый вал не должен проходить; второй — наибольший допустимый, в который вал должен пройти. Их так и называют: непроходной (НЕ) и проходной (ПР) размеры калибра.<br> <br>Шлифуют фасонные поверхности шлифовальной шкуркой, а полируют и декоративно поджигают — бруском из более плотной древесины.<br><br>карт <br><br>Рис. 33. Калибры: а — калибр-скоба для контроля вала; б — калибр-пробка для контроля отверстия <br><br>Проверяют профиль сложной поверхности шаблонами. Например, профиль шаблона для детали, изображенной на рис. 32, б, будет соответствовать профилю режущей кромки фасонного резца.<br><br> Практическая работа<br> Точение ручки для напильника<br><br>1. По технологической карте выточите ручку напильника (например, по табл. 2).<br>2. Зачистите поверхности шлифовальной шкуркой.<br>3. Отполируйте поверхности с поджогом декоративных колец бруском из более твердой древесины.<br>4. Обрежьте и зачистите торцы.<br><br>О Коническая и фасонная деталь, галтель, фасонный резец, шаблон, предельные калибры.<br><br>1. Как вытачивают конические и фасонные поверхности?<br>2. Какие резцы применяют для вытачивания фасонных поверхностей? 3. Чем контролируют профиль фасонной поверхности? 4. Что такое калибры? Для чего их применяют?<br><br><br><br>
| + | 4. Что такое калибры? Для чего их применяют?<br><br><br><br> |
| | | | |
| - | <br> ''Самородский П.С., Симоненко В.Д., Тищенко А.Т., Технология. Трудовое обучение: Учебник для учащихся 7 класса (вариант для мальчиков) общеобразовательной школы. / Под ред. В.Д. Симоненко.— М.: Вентана-Графф, 2003. — 192 е.: ил.'' | + | <br> ''Самородский П.С., Симоненко В.Д., Тищенко А.Т., [[Реферат_на_тему_«Технология_DVD»|Технология]]. Трудовое обучение: Учебник для учащихся 7 класса (вариант для мальчиков) общеобразовательной школы. / Под ред. В.Д. Симоненко.— М.: Вентана-Графф, 2003. — 192 е.: ил.'' |
| | | | |
| | <br> <sub>Сборник конспектов уроков по технологии [[Технология|скачать]], календарно-тематическое планирование, учебники по всем предметам [[Гипермаркет знаний - первый в мире!|онлайн]]</sub> | | <br> <sub>Сборник конспектов уроков по технологии [[Технология|скачать]], календарно-тематическое планирование, учебники по всем предметам [[Гипермаркет знаний - первый в мире!|онлайн]]</sub> |
| Строка 27: |
Строка 61: |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] дискуссионные вопросы | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] дискуссионные вопросы |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] риторические вопросы от учеников | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] риторические вопросы от учеников |
| - |
| + | |
| | '''<u>Иллюстрации</u>''' | | '''<u>Иллюстрации</u>''' |
| | <u></u>'''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] аудио-, видеоклипы и мультимедиа ''' | | <u></u>'''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] аудио-, видеоклипы и мультимедиа ''' |
| Строка 49: |
Строка 83: |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] элементы новаторства на уроке | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] элементы новаторства на уроке |
| | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] замена устаревших знаний новыми | | [[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] замена устаревших знаний новыми |
| - |
| + | |
| | '''<u>Только для учителей</u>''' | | '''<u>Только для учителей</u>''' |
| | <u></u>'''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] идеальные уроки ''' | | <u></u>'''[[Image:1236084776 kr.jpg|10x10px|1236084776 kr.jpg]] идеальные уроки ''' |
Текущая версия на 12:48, 9 июля 2012
Гипермаркет знаний>>Технология>>Технология 7 класс>> Точение конических и фасонных деталей
10. Точение конических и фасонных деталей
Обработанные на токарном станке детали характерны тем, что у них относительно оси вращения все точки поверхности в данном поперечном сечении расположены на окружностях.
В деталях цилиндрической формы все точки поверхности лежат на одном и том же радиусе.
В деталях конической формы радиус переменный и точки поверхности образуют конус.
Торцевая поверхность, получаемая при точении концов заготовок при перемещении резца только по радиусу, является кругом.
Для получения конической детали вначале полукруглой стамеской осуществляют черновое (грубое) точение конуса с припуском 5...8 мм на чистовую обработку. Удобнее и чище точится заготовка с большего диаметра к меньшему. Волокна древесины при этом хорошо подрезаются и не задираются.
Так как коническую заготовку надежнее крепить на трезубце своим большим диаметром, то к заднему центру точат меньший диаметр конуса. Выключив станок, вдоль конической поверхности располагают подручник и затем производят чистовую обработку косой стамеской, обтачивая заготовку слева направо. Размеры детали контролируют кронциркулем и линейкой.
У фасонных детсыей сочетаются цилиндрические, конические, сферические и другие поверхности. Скругления углов называют галтелями. «Галтель» — от немецкого «желоб». До получения фасонных поверхностей заготовке придают цилиндрическую форму, обтачивая ее полукруглой стамеской. Линейкой и карандашом размечают места переходов различных поверхностей. Косой стамеской делают надрезы мест переходов поверхностей на вращающейся заготовке.
В табл. 2 приведена технологическая карта на точение ручки напильника. В ней приводятся чертеж ручки, размеры и материал заготовки, последовательность переходов при обработке, эскизы заготовок на каждом переходе, инструменты и приспособления, применяемые при обработке.
При вытачивании выпуклых и вогнутых поверхностей стамеску перемещают от большего диаметра к меньшему.
Лезвие при этом перемещают одновременно в продольном и поперечном направлениях.
На рис. 31 изображены различные профили вытачиваемой детали и применяемые стамески.
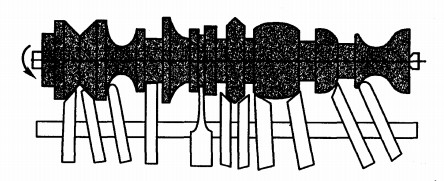
Рис. 31. Профили поверхности детали и профили стамесок
На токарном станке можно вытачивать сферические поверхности в виде шаров, разнообразные сложноконтурные (фасонные) поверхности. «Контур» в переводе с французского — «линия, очерчивающая форму».
Термин «фасонный» произошел от французского слова, означающего «форма, модель». «Сфера» — от греческого «шар». Такие поверхности можно вытачивать как стамеской, путем ее перемещения по дуге (с продольной и поперечной подачей) (рис. 32, а), так и профильными резцами (рис. 32, б) с перемещением их к центру вращения заготовки, т.е. с поперечной подачей.
Фасонные профильные резцы применяют при массовом (серийном) изготовлении одних и тех же фасонных деталей в виде ручек напильников. У них режущая кромка имеет профиль детали. При таком точении применяют только поперечную подачу резца (к центру вращения заготовки).
Перед контролем размеров и формы обрабатываемой на станке детали станок выключают.
Диаметры в поперечном сечении, не снимая детали со станка, удобно контролировать предельными калибрами (рис. 33). Предельные калибры имеют два размера: один — наименьший допустимый, в который измеряемый вал не должен проходить; второй — наибольший допустимый, в который вал должен пройти. Их так и называют: непроходной (НЕ) и проходной (ПР) размеры калибра.
Шлифуют фасонные поверхности шлифовальной шкуркой, а полируют и декоративно поджигают — бруском из более плотной древесины.
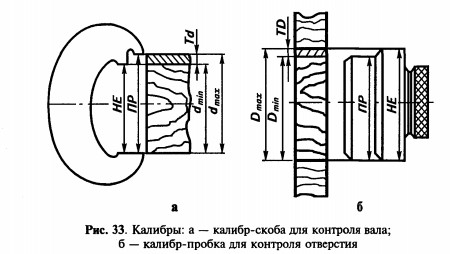
Рис. 33. Калибры: а — калибр-скоба для контроля вала; б — калибр-пробка для контроля отверстия
Проверяют профиль сложной поверхности шаблонами. Например, профиль шаблона для детали, изображенной на рис. 32, б, будет соответствовать профилю режущей кромки фасонного резца.
Практическая работа
Точение ручки для напильника
1. По технологической карте выточите ручку напильника (например, по табл. 2).
2. Зачистите поверхности шлифовальной шкуркой.
3. Отполируйте поверхности с поджогом декоративных колец бруском из более твердой древесины.
4. Обрежьте и зачистите торцы.
О Коническая и фасонная деталь, галтель, фасонный резец, шаблон, предельные калибры.
1. Как вытачивают конические и фасонные поверхности?
2. Какие резцы применяют для вытачивания фасонных поверхностей?
3. Чем контролируют профиль фасонной поверхности?
4. Что такое калибры? Для чего их применяют?
Самородский П.С., Симоненко В.Д., Тищенко А.Т., Технология. Трудовое обучение: Учебник для учащихся 7 класса (вариант для мальчиков) общеобразовательной школы. / Под ред. В.Д. Симоненко.— М.: Вентана-Графф, 2003. — 192 е.: ил.
Сборник конспектов уроков по технологии скачать, календарно-тематическое планирование, учебники по всем предметам онлайн
Содержание урока
 конспект урока
опорный каркас
презентация урока
акселеративные методы
интерактивные технологии
Практика
задачи и упражнения
самопроверка
практикумы, тренинги, кейсы, квесты
домашние задания
дискуссионные вопросы
риторические вопросы от учеников
Иллюстрации
аудио-, видеоклипы и мультимедиа
фотографии, картинки
графики, таблицы, схемы
юмор, анекдоты, приколы, комиксы
притчи, поговорки, кроссворды, цитаты
Дополнения
рефераты
статьи
фишки для любознательных
шпаргалки
учебники основные и дополнительные
словарь терминов
прочие
Совершенствование учебников и уроков
исправление ошибок в учебнике
обновление фрагмента в учебнике
элементы новаторства на уроке
замена устаревших знаний новыми
Только для учителей
идеальные уроки
календарный план на год
методические рекомендации
программы
обсуждения
Интегрированные уроки конспект урока
опорный каркас
презентация урока
акселеративные методы
интерактивные технологии
Практика
задачи и упражнения
самопроверка
практикумы, тренинги, кейсы, квесты
домашние задания
дискуссионные вопросы
риторические вопросы от учеников
Иллюстрации
аудио-, видеоклипы и мультимедиа
фотографии, картинки
графики, таблицы, схемы
юмор, анекдоты, приколы, комиксы
притчи, поговорки, кроссворды, цитаты
Дополнения
рефераты
статьи
фишки для любознательных
шпаргалки
учебники основные и дополнительные
словарь терминов
прочие
Совершенствование учебников и уроков
исправление ошибок в учебнике
обновление фрагмента в учебнике
элементы новаторства на уроке
замена устаревших знаний новыми
Только для учителей
идеальные уроки
календарный план на год
методические рекомендации
программы
обсуждения
Интегрированные уроки
Если у вас есть исправления или предложения к данному уроку, напишите нам.
Если вы хотите увидеть другие корректировки и пожелания к урокам, смотрите здесь - Образовательный форум.
|















